Below is the authorized controlled Trinity Forge Quality Manual. The term "controlled" only applies to the document viewed on the Internet at: www.trinityforge.net/qualitymanual.htm.
 |
 |
 |
Below is the authorized controlled Trinity Forge Quality Manual. The term "controlled" only applies to the document viewed on the Internet at: www.trinityforge.net/qualitymanual.htm.
|
|
|
Trinity Forge Quality Manual
Revision Date: 01/15/2016
Trinity Forge maintains a quality system compliant with the ISO 9001:2008 and AS9100:2009 standards, and meeting standard MIL-I-45208. The only areas of those standards which we exclude are (1) the provisions related to product design because we produce components for products that our customers, not we, design and develop, and (2) provisions related to Post Delivery Support, (sections 7.5.1.4 a,c, d and e), other than repair of non-conforming product, because these are not applicable to our business. This Quality Manual provides the basis of our quality system including our corporate mission statement, our quality policy, and a depiction of the interaction of the processes within our quality system. Finally, it maps the elements of our quality system to ISO 9001:2008 and AS9100:2009 with reference to the applicable procedures, documents, records and responsibility. The Trinity Forge quality system is extended to include the additional requirements of ASME NCA-3800, ASME NQA-1 (Part I) and Code of Federal Regulations 10CFR21, appropriate for a supplier of forging and machining services related to products destined for service to nuclear facilities.
The current, controlled master of the Quality Manual is freely available over the Internet at http://www.trinityforge.net/qualitymanual.htm. Some documents referenced within the manual have hyperlinks that may be referenced by clicking on the link.
Our environmental management system (EMS) utilizes the same processes and management framework as does the quality system, plus extensions to meet the requirements of ISO 14001. The Trinity Forge EMS Manual may be accessed at http://www.trinityforge.net/enviromanual.htm.
Trinity Forge is in the business of providing manufacturing services related to the hot forging and machining of metals according to the specification of our customers. We will strive to do this better than anyone else and continually improve so that all members of the Trinity Team can share in the prosperity of long term growth.
Our Motto: VALUE, SERVICE, INTEGRITY.
- Dick Johnston, President
We at Trinity Forge:
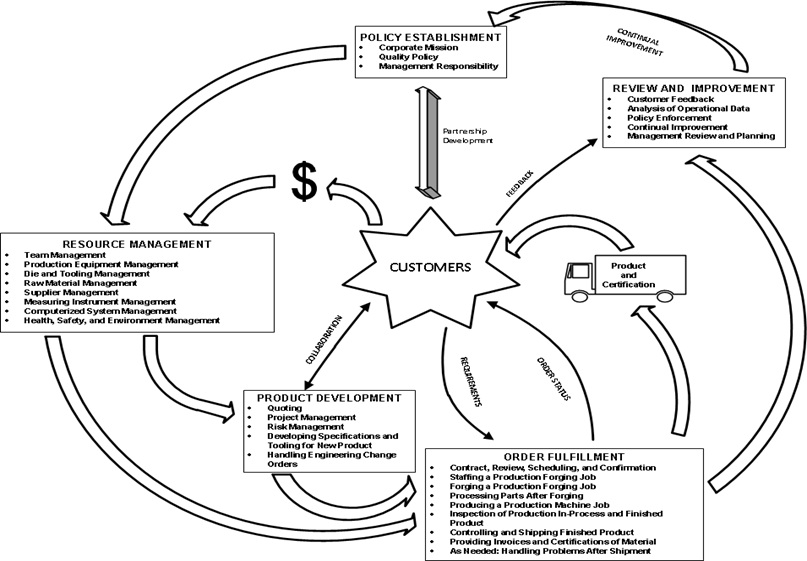
Section IV: Interaction of Processes
Trinity Forge’s quality system is customer-centered, process-based and continually-improving. Here is a generalized depiction of the sequence and interaction of the processes which comprise this system:
Section V: Quality System - ISO 9001:2008 and AS9100:2009 Outline
Following are the details of Trinity Forge's
quality system
presented according to the ISO 9001:2008 paradigm as extended by AS9100:2009.
The sections cited by each subheading are cross-references to these
identically
structured standards.
General and Documentation Requirements (Ref: Sections 4.1 to 4.2.2)
Trinity Forge has a documented quality system for the primary purpose of ensuring that the products of our manufacturing service conform to specified requirements. ISO 9001:2008, as expanded by AS9100:2009, is the basic model for this system. All employees have direct access to quality system documentation via the Internet and are trained in the procedures relevant to their individual positions.
This system is controlled by:
Related Procedures & Documents
Control of Documents (Ref: Section 4.2.3)
The master Trinity Forge Quality Manual is publicly available on the Internet. Before an update may be released, the CEO or President must review and approve it to be posted. Each version of the manual is identified by a unique revision date. Changes from the previous version are identified by an appendix at the end of the manual.
The control procedures for the various types of controlled documents are described in Trinity Operating Procedures. The team members designated in each TOP are responsible for ensuring that all documents are reviewed and approved for adequacy prior to issue, that pertinent control procedures are observed, that current documents are available at all locations where needed and that obsolete documents are promptly removed from service. Where necessary for legal or historical purposes obsolete documents may be retained, but they must clearly identified as being obsolete. Unless otherwise specified in a TOP, changes to documents must be reviewed and approved by the same person who originally approved the document or by someone else in the same or superior capacity. No document may be issued which does not comply with the Trinity Forge Quality Manual and the other standards with which Trinity Forge complies as stated in Section I. Document changes are coordinated with customers or regulatory agencies as required by contract or regulatory requirements.
Reference standards, such as ASTM standards, are maintained under the oversight of the Quality Assurance Manager and are made available to all team members and suppliers.
Related Procedures & Documents:
Control of Records (Ref: Section 4.2.4)
To properly operate, review and improve our quality system we carefully maintain records to demonstrate our achievement of quality requirements, to reflect the effectiveness of our quality system, and to monitor the performance of our suppliers. These records must be identifiable, legible, traceable to the product involved, and carefully stored for easy retrieval. We maintain procedures (TOPs) for identification, collection, indexing, access, filing, storage, maintenance, retention and disposition of quality records, including those created by or retained by suppliers, and that we adhere to any special customer requirements. Where stipulated by contract or regulatory requirement, we maintain records so that they are available to the customer or regulatory authority for an agreed period of time. Each manager is responsible for ensuring that all records in his/her care are maintained in accordance with TOPs. All records produced are noted within each TOP.
Related Procedures & Documents:
Commitment and Customer Focus (Ref: Sections 5.1 to 5.3)
As stated in our Mission, "Trinity Forge is in the business of providing manufacturing services... according to the specification of our customers." Also stated is the fact that we "strive to... continually improve".
This Quality Manual outlines the development and implementation of the quality system as well as our quality policy and objectives, our management review and goal setting process, and the management of our resources. The quality policy (see Section III) is the backbone of the quality system which has at its heart our customers' evolving requirements. The quality policy is regularly reviewed by management and is communicated throughout the organization.
Related Procedures & Documents
Quality Planning (Ref: Section 5.4)
Trinity Forge conducts an annual program that encompasses management review and strategic planning. Resulting from this process are detailed "Op Plans", prominently featuring quality objectives, that are communicated throughout the company. Progress toward these plans is monitored monthly by top management and is communicated to all team members. Changes made to the quality system, including the quality policy, are implemented so that the integrity of the system is always maintained.
Related Procedures & Documents
Responsibility and Authority (Ref: Section 5.5)
Trinity Forge is a "team" of "team members". Operational responsibility is depicted in our Organizational Structure.
Each manager is responsible for all activities of his/her area, especially for ensuring that the quality system is observed and that all ideas regarding improvements are given careful consideration. Delegation to the lowest possible level is encouraged. A manager may delegate any task he/she chooses to any team member he/she chooses. The manager must ensure that the team member has the training, tools and authority to fulfill the task and the manager remains accountable for the proper execution of the task.
The concept of "not my job" is foreign to Trinity Forge. We each must fill a variety of positions on the team during the normal course of our day. Everyone is expected to assist other members of the team in whatever way may be needed. Still, the functional responsibilities of the formal organizational structure must always be observed and any task must be performed to the satisfaction of the responsible manager. Likewise, when necessary a manager may temporarily assume or reassign the responsibilities of any subordinate team member as long as the person assuming those responsibilities is competent to perform the tasks involved.
Trinity Forge encourages two-way communication that relates to the effectiveness of its quality system. Quality objectives and the progress being made toward them are communicated by means of bulletin board postings and meetings. Feedback is encouraged, both one-on-one and through the "IDEAS" suggestion program.
Trinity Forge has an open door policy. A team member is responsible to report to his/her manager anytime he/she believes that the quality system has been violated. He/she has the same responsibility if he/she has a suggestion for improvement. If he/she feels that his/her thoughts have not been properly considered, he/she has the authority to approach any manager at any level.
The Quality Assurance Manager has the responsibility and authority of "management representative" as defined by ISO 9001:2008 and AS9100:2009. This responsibility includes reporting to the President on the performance of the quality system as a basis for review and improvement, ensuring that the processes needed for the quality system are maintained and for promoting the awareness of our customer's requirements throughout the company. The Quality Assurance Manager has the authority to resolve quality-related matters as they arise.
Related Procedures & Documents
Management Review (Ref: Section 5.6)
Trinity Forge has an aggressive annual process of management review and planning composed of several steps. First, we gather the key metrics pertaining to the operation, including the quality policy, internal and external quality audits, customer surveys, customer complaints, process performance, quality records, corrective and preventive action, employee suggestions and progress made toward previously-stated quality objectives. This data is provided to all officers as well as to a special review committee appointed by the President. The review committee uses the data provided to formally review the quality system to ensure that it is continuing to be suitable, adequate and effective, then presents a report to top management detailing the committee's findings and suggestions. The CEO calls a Strategic Planning meeting of top management where the data and the committee's suggestions are considered in the context of changing circumstances and opportunities for improvement. Subsequent to this meeting the CEO announces a Strategic Plan. The President works with officers and key managers to develop Operational Plans ("Op Plans") to fulfill the Strategic Plan. Included in the Op Plans are major changes identified as being needed to the quality policy, to the quality system, to markets pursued or to key resources. Quality objectives are included. Full records are maintained of the management review and planning process. Over the course of the year, the President has ongoing meetings with key managers to verify progression on individual Op Plans, with this progress being reported to all team members.
Related Procedures & Documents
People and Resources (Ref: Sections 6.1 to 6.2)
Trinity Forge identifies resource requirements and provides adequate resources, including human resources, for maintaining and continually improving the quality system and for meeting customer requirements and improving their satisfaction.
We administer a training program to support the requirements of the various team positions and the needs of individual team members. Trinity Forge Team Positions are the central documents of this program. Records are maintained of team members’ education, training, skills and experience related to our business.
Each manager is responsible for working with the Human Resources Manager to ensure that each team member in his/her area is competent to perform their duties: a) has prerequisite training before being allowed to work in a given position; b) successfully completes any concurrent requirements within a reasonable time frame to continue working in the position; and c) demonstrates competency or receives further development or reassignment.
The Human Resources Manager, working with managers, is also responsible for ensuring that all team members are aware of the importance of their tasks and how they contribute to the mission of the company.
Related Procedures & Documents
Infrastructure and Work Environment (Ref: Sections 6.3 to 6.4)
We maintain a work environment and infrastructure fully sufficient to fulfill our quality policy. Safety is our paramount concern. The maintenance of our plant, particularly our production equipment, is a critical activity in our business. We purse an aggressive program of upgrading our plant and equipment, with replacement as appropriate.
Related Procedures & Documents
Planning of Product Realization (Ref: Section 7.1)
Trinity Forge works with our customers to establish specifications that we can satisfy with our equipment and processes. The output of such collaboration includes engineering prints, process specifications and quality control specifications. For customers who do not designate process or inspection requirements we maintain Trinity Forge Internal Specifications. Forging activities are recorded in Trinity Procedure Specifications (TPS) and machining activities in Machining Procedure Specifications (MPS). Engineering prints and Quality Control Inspection Orders provide dimensional and quality control requirements.
Related Procedures & Documents
Project Management (Ref: Section 7.1.1)
Trinity Forge project management is a process designed to manage product realization in a structured and controlled manner to ensure customer requirements are met at acceptable risk, within resource and schedule constraints. Our product development process defines how we manage project management.Related Procedures & Documents
Risk Management (Ref: Section 7.1.2)
Trinity Forges risk management starts at the quoting process. The request for quote is reviewed by sales and other personnel to initially evaluate whether the product is within the capabilities of Trinity Forge and can feasibly be produced at an acceptable level of risk. Considered are factors such as labor, equipment, material, schedule and outside processing resources. Once a new product purchase order or contract is received, prior to acceptance it goes through another extensive review where the project management process is initiated and the time line is established. Risk again is evaluated especially regarding equipment, material availability, scheduling and delivery requirements. Documents are created and maintained, and meetings are held, to address and communicate risks that have been identified. Criteria reviewed may include but are not limited to:
Related Procedures & Documents
Configuration Management (Ref: Section 7.1.3)
Trinity Forge’s products are conceptually simple with "configuration" being that combination of customer-provided specifications and broadly-accepted reference standards to which a given product is to be produced. Our product development process defines how we manage product configuration.
Related Procedures & Documents
Control of Work Transfer (Ref: Section 7.1.4)
Trinity Forge controls work transfer through the purchase order process. Information provided on Trinity Forge’s purchase orders are a combination of customer-provided specifications and broadly-accepted reference standards to which a given product is to be produced. Our purchase order process defines how we manage control of work transfer.
Related Procedures & Documents
Customer-Related Processes (Ref: Section 7.2)
Since Trinity Forge provides a manufacturing service, it is critical that we understand exactly what our customers need for us to provide to them. A primary purpose of Trinity Operating Procedures is therefore to ensure that for every customer order we:
Good communication with our customer is imperative, not only in terms of products and orders, but also in terms of feedback and any complaints.
Related Procedures & Documents
Design and Development (Ref: Section 7.3)
Trinity Forge excludes product design from the scope of its quality system for the purposes of ISO 9001:2008 and AS9100:2009. This exclusion reflects the fact that Trinity Forge does no product design, but strictly provides manufacturing services and products to fulfill customer-provided specifications or broadly-accepted reference standards. Nonetheless, Trinity Forge is involved in design to the extent that we develop the tooling and processes needed for us to manufacture the components. Trinity Operating Procedures detail how Trinity Forge develops quotations for new products and how the manufacturing processes are developed when a customer awards us a new product. We maintain records of the results of our product development process, including those related to the after-the-fact changes.
Related Procedures & Documents
Purchasing Activities (Ref: Section 7.4)
It is the responsibility of each manager to seek out good companies to be considered as suppliers to Trinity Forge and to recommend these companies to the Quality Assurance Manager. In turn, the Quality Assurance Manager: 1) is responsible for ensuring that suppliers are selected on the basis of their ability to meet our requirements; 2) determines the extent of control that needs to be exercised for each product, service and supplier, subject to minimum control requirements described in TOPs; 3) continuously monitors the demonstrated ability and performance of each supplier and uses records thus produced to establish the level of control to exercise on that supplier and to define the actions to be taken up to and including disapproval if the supplier has failed to meet requirements; 4) maintains the list of approved suppliers for each type of product and service, including the scope of their approval; 5) retains records of supplier evaluations and subsequent action; 6) for laboratories and heat treat facilities that perform work on nuclear parts, performs on site annual audits; and, 7) determines and manages the risk when selecting and using suppliers.. Where required, the Quality Assurance Manager is also responsible for ensuring that both Trinity Forge and our suppliers use "special process" sources approved by the customer.
To ensure that our suppliers know what requirements they are expected to meet, it is the responsibility of every manager to ensure that all purchasing documents clearly describe exactly what is being ordered. The documents are to provide positive identification and cite any applicable specifications, as well as the details of any special requirements related to process, inspection, test, approvals, personnel qualification, quality system, handling of nonconformance's, notification of changes and flow-down to lower-tier suppliers. Likewise, every manager is responsible for ensuring that all purchasing documents issued by his/her area are reviewed and approved prior to release. Computer systems are to be utilized in purchasing to ensure that products or services are ordered the same way each time.
We reserve the right to review products at a supplier's facility prior to shipment, we so specify in our purchasing documents. We recognize our customers' right, if they so wish, to personally inspect our suppliers and our suppliers' products and services; however, verification by the customer absolves us of nothing and we cannot use the customer's verification as proof of our quality.
Whenever we receive materials from suppliers, be it raw material, tooling, or products that have received subcontract services, we perform an incoming verification for conformance of the material to our requirements. The nature of this verification is defined in TOPs, as are the procedures to be followed when urgency requires us to begin production before completing incoming verification.
We utilize supplier-provided test reports for raw material and we verify that the data contained in those reports indicate that that the material meets all applicable specifications. To ensure the reliability of the information we accept from our suppliers we periodically perform random validations of raw material test reports.
As part of the list of approved suppliers, the Quality Assurance Manager maintains a record of any verification activities we delegate to each supplier. The specifics of delegated verification activities are detailed in purchasing documents.
Related Procedures & Documents
Process Control and Validation (Ref: Sections 7.5.1 to 7.5.2)
Trinity Forge's business of forging is a series of processes whereby thousands upon thousands of parts are individually hand produced at extremely high temperatures from constantly eroding tooling. Each forging is the product of the overall process as well as individual craftsmanship. Control of product quality is achieved through continuous process monitoring and final inspection per ANSI/ASQ Z1.4: Sampling Procedures and Tables for Inspection by Attributes, using the customer's specified sampling plan or, if none is specified, using the acceptance quality limit per Trinity Forge Internal Specifications.
Destructive testing is necessary in many cases where the customer's quality requirements cannot be achieved any other way. A point of particular focus is the validation of the "special process" related to high-temperature heating whereby the results achieved for any given part cannot fully be verified other than by destructive testing or placement in service.
In our product development process we identify the product’s key characteristics and plan the related workmanship standards, process controls and verification strategies. The development of appropriate documentation, as well as later change to that documentation, is controlled by this process.
Trinity Forge pursues a program for monitoring and measuring devices that ensures such equipment is maintained and calibrated, available when needed, and controlled in use. Release of product, shipment and subsequent activities are controlled by Trinity Operating Procedures. For "special process" activities we procedurally control review and approval criteria, equipment approval, personnel qualification, methods and procedures, record requirements, and process validation and revalidation.
The order processing system, engineering prints, Trinity Procedure Specifications, Machining Procedure Specifications, production schedule and inspection orders are the documents which control individual jobs during the process to ensure compliance with applicable standards, specifications and customer requirements. Tooling is subject to close review both before and after use. Equipment is subject to validation upon installation and major maintenance events. We pursue an aggressive preventive maintenance program on our equipment. CNC programs are subject to validation prior to use and when modified. We perform first article inspections of each production run as well as any time there is a significant change to equipment, tools, program or process during a run. Team members must have documented completion of all prerequisite training and experience before being allowed to serve in a position.
The procedures addressing production documentation, manufacturing, inspection, accountability, verification of process completion, product approval and accountability, and storage and preservation are addressed in TOPs. Changes to production processes may only be approved by team members authorized to do so, with appropriate documentation, per TOPs. Such changes to production processes are reviewed to verify that they achieved the desired effect without adversely affecting product quality and, where required by contract or regulation, must have documented customer or regulatory authority pre-approval. If work must be temporarily transferred outside our facilities we fully define the process in our purchasing documents and validate the quality of the work.
Related Procedures & Documents
Identification and Traceability (Ref: Section 7.5.3)
Trinity Forge serves a broad spectrum of industries with products (forgings or machined parts, with or without subsequent processing) whose materials and specified requirements range from the mundane to the highly regulated. For some specifications, material tracking simply by grade is sufficient while others require tracking of material heat and even heat treat lot. The level of documentation required similarly varies by customer specification, contract or regulation. As required we provide for perpetual identification, batch or serialized traceability and traceability of the components of an assembly or subassembly..
It is crucial that at all points in our process until the product is in the customer's hands we track (as applicable) which order number, die number, print revision, specification, grade, heat code and heat treat lot that raw materials, containers, tools, documents and products represent. We maintain controls for the recording of acceptance, including controls on special media such as stamps and electronic passwords. Trinity Operating Procedures control how we perform the various levels of tracking and reporting, Trinity Procedure Specifications and Machining Procedure Specifications control the exact procedures to be observed for a particular product, and engineering prints describe the physical geometry.
Related Procedures & Documents
Customer Property (Ref: Section 7.5.4)
Customers are encouraged to supply their own shipping containers and even raw materials or tooling. To the degree possible such products are handled through the same procedures we observe for similar products from suppliers. For example, when a customer provides raw material the customer is treated within our system both as a customer and as a supplier. If the usual procedures clearly do not apply in a particular instance, then an individual manager must accept personal responsibility for the handling of the customer supplied material as long as it is in our care. In any case, we record and report any loss, damage or unsuitability to the customer as prescribed by TOPs.
We treat customer-provided intellectual property such as prints and specifications with the utmost care as part of our product development process.
Related Procedures & Documents
Preservation of Product (Ref: Section 7.5.5)
Metal products are rugged items and suffer virtually no deterioration from handling or storage if minimal care is taken. Still, this "minimal care" must be provided, as must the care needed to properly package, label and control products until they are in the customer's hands. We observe the Trinity Operating Procedures and customer requirements regarding how our products and customer-supplied products are handled, stored, packaged, preserved, and delivered. This care extends to documents that accompany products in shipment.
Related Procedures & Documents
Control of Monitoring and Measuring Devices (Ref: Section 7.6)
No measurement is better than the instrument which takes it so we carefully control our inspection, measuring and test equipment. The Quality Assurance Manager has the responsibility for ensuring that all such equipment used at Trinity Forge, even that owned by customers and individual team members, is maintained on a master list and is subject to a formal calibration and maintenance program which complies with ANSI/NCSL Z540-1-1994 and meets MIL-STD-45662, and that accurate records are maintained. Wherever possible, we require traceability to National Institute of Standards and Technology (NIST) standards. Equipment requiring outside calibration is sent to labs that are certified to ISO/IEC 17025. Calipers, micrometers, hardness testers, coordinate measuring machines, gages, templates, patterns and the like are all considered to be measuring equipment subject to the calibration and maintenance program. Whenever equipment is found to be out of calibration the Quality Assurance Manager is responsible for assessing and documenting the validity of results made since the equipment was last known to be calibrated.
Trinity Operating Procedures delineate the calibration program for inspection, measuring and test equipment. This program includes, for each type of equipment, calibration and adjustment methods, frequency, NIST (or alternate basis) traceability, tagging and record keeping.
Each Engineer is responsible for identifying the measurements to be made and the accuracy required when working on the design of forgings and tooling. He/she is additionally responsible for working with the Quality Assurance Manager to select the appropriate inspection, measuring and test equipment for all required readings and for assuring that we have suitable equipment of the accuracy and precision necessary.
The Quality Assurance Manager is responsible for ensuring that all stationary inspection, measuring and test facilities (such as coordinate measuring machines and calibration areas) are located in environments whose conditions are maintained suitable for the calibrations, inspections, measurements and tests carried out. Similarly, the Quality Assurance Supervisor is responsible for identifying and documenting in the inspection order any measurement to be taken by portable equipment whose precision or other need requires a more controlled environment than the shop may provide.
It is the responsibility of each manager to ensure that the handling, preservation and storage of inspection, measuring and test equipment is such that the accuracy and fitness for use is maintained, and that the equipment is safeguarded from adjustments which would invalidate the calibration settings. Except as may be included by the manufacturer as a standard component of digital measuring equipment, Trinity Forge uses no computer software for monitoring or measurement of the requirements specified for our products. Our business software systems are subject to a program of verification prior to implementation or upgrade.
Our customers always have the right to verify the accuracy of equipment that we use to judge the quality of their products. They also have the right of access to all data relating to that equipment so that they may verify it to be functionally adequate.
Related Procedures & Documents
Internal Measurement, Customer Feedback, Analysis and Improvement (Ref: Sections 8.1 to 8.2.1)
Trinity Forge measures, analyzes and improves both at the product level and company wide. In particular, we formally track customer satisfaction by carefully tracking customer complaints and through a structured program of customer surveys. The results of our internal metrics and customer feedback are analyzed, plans are established, and all team members involved in continual improvement.
Related Procedures & Documents
Internal Audits (Ref: Section 8.2.2)
No matter how well each of us thinks we are doing at the business of quality, we need the perspective of someone from the outside to truly evaluate our performance. For this reason, Trinity Forge uses both external and internal audits.
External audits are performed by an independent quality systems registrar selected by the President to ensure that Trinity Forge meets the requirements of ISO 9001:2008 and AS9100:2009. The registrar determines the nature and schedule of these audits and reports directly to the President.
Internal audits are performed from two different perspectives: top down and procedural. They are scheduled such that each functional area covered by the quality system is audited at least once every two years. These audits are conducted by team members whose duties are predominantly outside the area being audited. Top down audits utilize the AS9101B Quality System Assessment checklist to focus on each section of the ISO 9001:2008 and AS9100:2009 standards to ensure that our quality system and procedures fulfill the requirements of the standards. Procedural audits focus on individual TOPs to verify that the company's activities effectively comply with the quality systems laid out in the Trinity Forge Quality Manual and Trinity Operating Procedures. For both types of audits the Quality Assurance Manager documents the findings. The corrective action program is our vehicle for ensuring timely, effective resolution of adverse audit findings.
The Quality Assurance Manager reports the results of audits to the President. These results as well as the effectiveness of our auditing methodology are subject to annual review as part of the management review process.
Related Procedures & Documents
Monitoring and Measurement of Processes and Products (Ref: Sections 8.2.3 to 8.2.4)
Trinity Forge continually monitors the processes of its quality management system in part by following up on quality objectives and by conducting internal audits. Individual activities that affect conformity of product are monitored by a formal quality control program. Where planned results are not achieved immediate correction and/or formal corrective action is pursued
Whenever we receive materials from suppliers, be it raw material, tooling or forgings that have received subcontract services, we perform an incoming verification for conformance of the material to our requirements. The nature of this verification is defined in TOPs, as are the procedures to be followed when urgency requires us to begin production before completing incoming verification.
As part of our product development process we work with the customer to identify key characteristics, typically print dimensions, that must be monitored and controlled during production. For each individual order, procedures and product requirements are reduced to an inspection order that includes acceptance/rejection criteria, makes clear where in the process measurement and testing operations are to be performed, and specifies any special measuring equipment or measuring procedures required. Routine selection and use of dimensional measuring equipment is covered in TOPs. Our records reflect the results of all required measurements.
We thoroughly inspect finisher impression casts made of new and reworked forging tooling prior to releasing the tooling for production. We perform first article inspection during the first run of a new product and upon any significant change to a product or production process. We document and verify the results of these inspections. During our production processes we monitor samples both randomly and on a planned basis to be sure the products’ key characteristics are in conformance. We finally perform a last article inspection for forging runs except for low order quantities for which the first and last articles substantially represent the same degree of tooling wear. As quickly as cooling and cleaning allow, we visually inspect all forgings produced.. If special testing or reporting is required, this information is provided in Trinity Procedure Specifications. Machining quality control information is maintained in Machining Procedure Specifications. Where a sampling inspection is required, the Quality Assurance Manager is responsible for ensuring that the plan is appropriate, statistically valid, precludes acceptance of any lot with a known nonconformity, and, if required by contract, has been submitted for customer approval.
Whenever a process nonconformity is identified, we take immediate action to correct the process, determine whether there have been nonconforming products produced, and control any nonconforming products as described in the following subsection.
We do not normally release any product until all inspection, testing and reporting required by Trinity Operating Procedures, Trinity Procedure Specifications, Machining Procedure Specifications and inspection orders are complete and verified. In the limited case where an urgent need causes our customer to direct us to ship products before the results of all tests have been reported, we release the products under procedures whereby we could identify exactly which ones to recall if the results of testing were to show the products to be defective.
We maintain records for all orders showing the results of all monitoring, inspection and testing, including an indication of the person(s) authorizing product release.
Related Procedures & Documents
Control of Non-Conforming Product (Ref: Section 8.3)
Trinity Operating Procedures define our methods of control to provide for identification, documentation, evaluation, segregation, rework, regrade, disposition and reporting of nonconforming product. The Quality Assurance Manager is responsible for ensuring that the procedures are observed and that any product repaired or reworked is reinspected. Only personnel approved by the Quality Assurance Manager may make decisions regarding the disposition of nonconforming product and no nonconforming product may be approved for shipment without documented evidence of customer concession.
The Customer Service Manager is responsible for making any request to a customer for a concession regarding nonconforming product. Additionally, the Customer Service Manager is responsible for recording the nature of such nonconformity, any subsequent action taken, and the documentation and communication of the conditions and limits of any customer concession to accept the non-conforming product. Product returned from a customer is considered to be nonconforming from the time of arrival.
Except for those few cases where a TPS specifies differently, all of our nonconforming product not subject to rework or concession is placed in scrap bins with other scrap material and sold for remelt. Scrap bins line the south side of the forge shop. Wheelbarrows are used at forging hammers to convey flashings and scrap to these bins. Other containers used for scrap are clearly tagged as being for that purpose. No material may be taken from a scrap container or bin and placed back into production except by the Quality Assurance Manager or other person approved by the Quality Assurance Manager to do so.
When nonconforming product is detected or suspected after delivery, we immediately notify the customer, and any other interested party such as suppliers or regulatory agencies, with full details of the nature of the nonconformity and of which products and deliveries are possibly affected. We take corrective action appropriate to the specific incident. (For 10CFR21 requirements, "immediately" means "notify customer within 5 working days.")
Related Procedures & Documents
Analysis of Data and Continual Improvement (Ref: Sections 8.4 and 8.5.1)
Trinity Forge utilizes its management review process as the means of gathering all appropriate information, evaluating the quality system, specifying objectives for improvements, then following through. Customer satisfaction, quality results, trends, opportunities and resources are all considered.
There are also certain points of specific responsibility regarding improvement. We continually review dies and other tooling to identify ways in which we can more reliably or efficiently meet the customer's requirements. We also solicit team members' ideas for improvement.
Top management is responsible for evaluating the progress being made throughout the company and for generating plans and objectives for overall improvement.
Related Procedures & Documents
Corrective and Preventive Action (Ref: Sections 8.5.2 and 8.5.3)
It is not enough to simply avoid shipping bad product. To properly serve our customers and ourselves we take each product or procedural nonconformance, and particularly any customer complaint, as an opportunity to improve our quality system. Likewise, where we can foresee the potential for nonconformities, we take preventive action to improve our quality system.
Trinity Forge’s program for corrective and preventive action formally seeks to identify quality system shortfalls or opportunities for improvement, to determine root cause of nonconformities, then plan and implement corrective or preventive actions. Each step of the process is assigned to specific individuals and has a clearly identified due date. Where suppliers are potentially responsible for the root cause of nonconformities the program "flows down" to them. Several months after completion, the results of corrective and preventive action are subjected to effectiveness review and, if necessary, the process is reopened. Records are maintained for all steps of this activity.
Minor internally identified processes and product nonconformities are handled within our quality control program.
Related Procedures & Documents
Details of the latest two Trinity Forge Quality Manual revisions are listed below.
01/15/16:
Updated Exclusion Clauses in Section I.
10/29/2015:
In Section I added in second sentence other than repair of non-conforming product.
In Section II at the end replaced Dennis Withers, Chief Executive Officer with Dick Johnston, President.